专业解决五金冲压难题
高精密异形件加工,一站式解决方案

2020-10-25 来源:浩鑫精密
珠海、深圳、东莞、佛山微孔加工方法?
在微孔加工过程中,应避免出现孔径扩大、孔直线度过大、工件表面粗糙度差及钻头过快磨损等问题,以防影响钻孔质量与增大加工成本,应尽量保证以下得技术要求:
①尺寸精度:孔得直径与深度尺寸得精度;
②形状精度:孔得圆度、圆柱度及轴线得直线度;
③位置精度:孔与孔轴线或孔与外圆轴线得同轴度;孔与孔或孔与其她表面之间得平行度、垂直度等。
微孔加工:一般把小于1的孔径加工都叫做微孔加工。孔越小加工都就越大,对技术要求越高。加工难度一般考虑原因就是:
1、由于孔径小、刚性差,所以在钻孔时容易产生振动,使得孔得表面粗糙度与尺寸精度不易保证。
2、钻削时排屑困难。
3、热量不易排出,钻头散热条件差,使得刀具磨损加剧,甚至丧失切削能力。
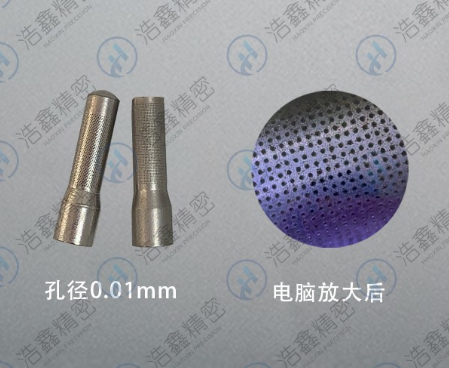
浩鑫精密五金成功解决多家客户遇到的微孔加工难题,专业从事0.01--2微细孔及异形的精密放电加工,可加工0.02x0.02以 上的方形,异形,球形,锥形及复杂的三维曲面加工能力,加工精准和定位精准达到0.001,光洁度Ra0.2。

全国服务热线:
15920074429
全国统一服务热线
15920074429
邮箱 :szhaoxinjingmi@163.com
总部地址:深圳市龙华区观澜石头角工业区11号



