专业解决五金冲压难题
高精密异形件加工,一站式解决方案

2022-12-20 来源:浩鑫精密
影响铝合金微小孔钻削工艺性能的因素,除刀具材料以外,主要是主轴转速和进给速度等钻削工艺参数。本节根据上述铝合金微小孔钻削试验结果,对采集的钻孔过程钻削力(轴向力和扭矩)数据进行分析处理,探索主轴转速和进给速度对钻削力的影响规律,以进一步研究钻削工艺参数对铝合金微小孔钻削工艺性能的影响。
钻削力数据分析处理的方法是,针对各孔加工中测的轴向力和扭矩数据,分别求其在钻削阶段数据的平均值,作为该孔加工中钻头承受的轴向力和扭矩试验值。
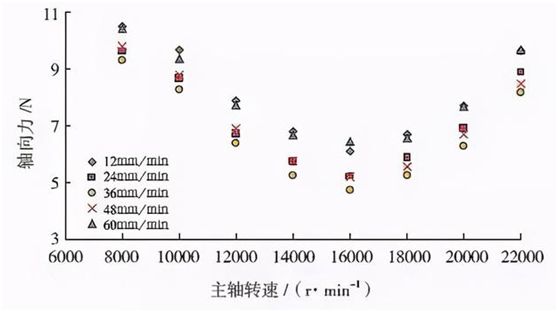
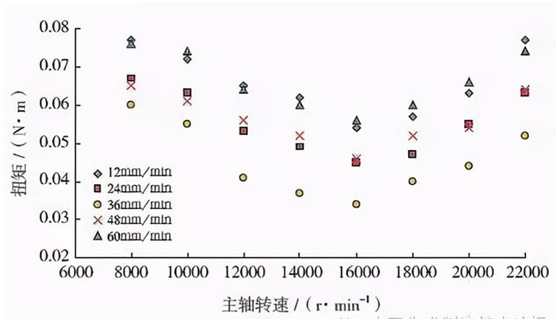
1 主轴转速对钻削力的影响规律
进行铝合金微小孔钻削试验,在12mm/min、24mm/min、36mm/min、48mm/min 和60mm/min 的不同进给速度下考察主轴转速对钻削轴向力和扭矩的影响。主轴转速为8000~22000r/min
2 进给速度对钻削力的影响规律:进行铝合金微小孔钻削试验,在8000r/min、10000r/min、12000r/min、14000r/min、16000r/min、18000r/min、20000r/min 和22000r/min 的不同主轴转速下考察进给速度对钻削轴向力和扭矩的影响。进给速度为12~60mm/min。
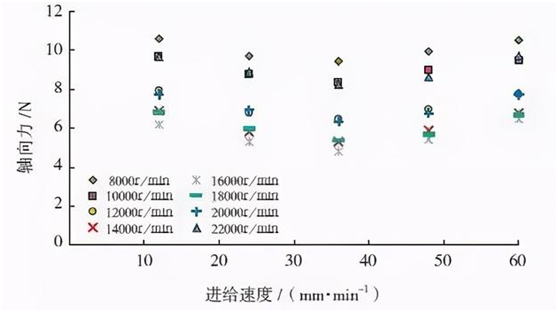
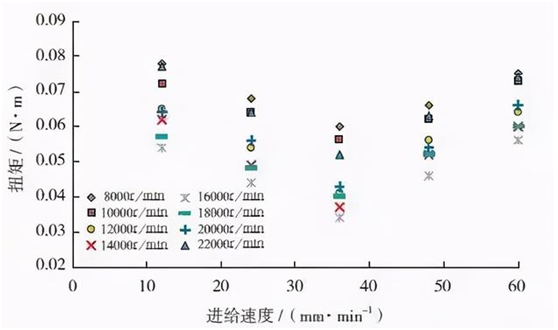
如图分别为不同主轴转速下改变进给速度时铝合金微小孔钻削加工中轴向力和扭矩试验数据的汇总图。同样,总体的趋势是:随着进给速度增加,轴向力和扭矩逐渐减小;进给速度为36mm/min 时,轴向力和扭矩最小;之后,随着进给速度增加,轴向力和扭矩又开始逐渐增大。上述规律并不因为主轴转速的不同而改变。
总结:铝合金微小孔钻削中的最佳主轴转速是16000r/min,最佳进给速度是36mm/min。在此切削条件下进行钻孔加工,轴向力和扭矩最小。根据金属切削机理,切削力小,切削产生的热量少,切削区温度低,切屑熔结等粘刀现象减少,不仅刀刃磨损和缺损减少,而且刀屑摩擦减小,切屑处理性改善,切屑堵塞的风险降低。因此,有利于避免刀具折断,延长刀具寿命。

全国服务热线:
15920074429
全国统一服务热线
15920074429
邮箱 :szhaoxinjingmi@163.com
总部地址:深圳市龙华区观澜石头角工业区11号



