专业解决五金冲压难题
高精密异形件加工,一站式解决方案

2021-09-14 来源:浩鑫精密
上海浦东、嘉定、金山、松江精密微孔加工方式
随着时代的发展仪器设备越来越精密,微孔的应用范围也越来越广,浩鑫精密微孔加工是极为常见的操作,各种机械部件都需要穿孔,比方说套筒、法兰盘、齿轮、轴承孔、油孔、螺栓孔、主轴的轴向通孔等等,不同的孔有不同的作用,有的对制作的要求高,有的要求会低一些。但是对微孔加工的工艺却是越来越高。
微孔加工首先是受孔本身尺寸的限制,一旦操作不当容易弯曲变形。另外微孔加工因为排屑以及散热的关系,会影响加工精度,不容易控制,刀具的磨损同样会影响加工精度。
微孔加工时需要用旋转技术,主要有工件的旋转以及钻头的旋转两种方式,两种方式的实际效果是不同的,在选择旋转方式之前,要明确自己的加工要求。
如果是钻头的旋转,会有微孔中心线发生偏转的情况,因为有的钻头刚性不够,再或者是刀具本身的不对称,都会造成中心线偏转,这种加工方式不会造成孔径的改变。
如果是工件的旋转打孔,则与钻头旋转相反,不会造成中心线的偏转,却有可能会导致微孔孔径的改变,对此要有准确认识,选择最合适的加工方式,才会有最满意的加工效果。
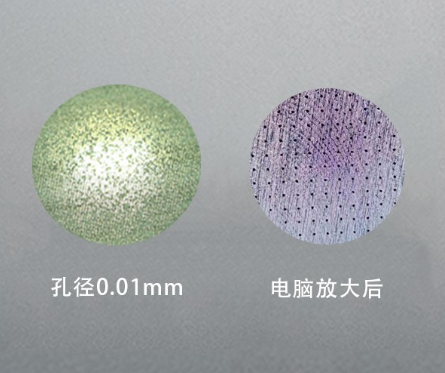
浩鑫精密微孔加工拥有十分丰富的加工经验,成功解决多家客户遇到的微孔加工难题。专业从事0.01--2长三角微细孔及异形的精密放电加工,可加工0.02×0.02以上的方形,异形,球形,锥形及复杂的三维曲面加工能力,加工精准和定位精准达到0.001,光洁度Ra0.2。

全国服务热线:
15920074429
全国统一服务热线
15920074429
邮箱 :szhaoxinjingmi@163.com
总部地址:深圳市龙华区观澜石头角工业区11号